- Управление службами технической подготовки производства
- Информационное обеспечение служб технической подготовки производства
- Выбор объектов автоматизации
- Выбор первоочередных задач подсистемы технической подготовки производства
- Информационная база подсистемы технической подготовки производства
- Требования к информационным массивам
- Требования к программно-алгоритмическим средствам
- Выбор комплекса технических средств
- Выбор номенклатуры и количества технических средств
- Подготовка предприятия к внедрению подсистемы технической подготовки производства
Общая характеристика
Техническая подготовка производства имеет целью проведение комплексной подготовки производства к освоению и выпуску новых или модернизируемых изделий, а также повышение качества решения задач, технической подготовки производства за счет проведения технических и экономических обоснований получаемых результатов; снижение стоимости цикла действующей технической подготовки производства, уменьшение времени и стоимости решений технической подготовки производства, выработку нормативных данных для подсистем АСУП.
Основными функциями технической подготовки производства являются:
- подготовка производства вновь осваиваемых или модернизируемых изделий;
- перспективное развитие предприятия, направленное на повышение технического и организационно-экономического уровня производства системы, обеспечивающее развитие технического прогресса и повышение эффективности производства.
Исходя из целей, стоящих перед производственными подразделениями, выполняющими техническую подготовку производства, ее функции охватывают весь комплекс работ, связанных с созданием или модернизацией объекта производства, организационно-техническим анализом производства, разработкой и отладкой технологических процессов н средств технологического оснащения, определением материальных и трудовых нормативов, разработкой модели производственного процесса.
На рисунке ниже представлена функциональная схема технической подготовки производства, лежащая в основе разработки автоматизированной подсистемы технической подготовки производства [8], [15]. С точки зрения комплексного подхода к автоматизации функций технической подготовки производства указанная схема представлена в виде комплексов задач, решение которых осуществляется по сходным алгоритмам. Ее составными частями являются:
- задачи совершенствования организационно-технического уровня технической подготовки производства;
- задачи создания модели производственного процесса.
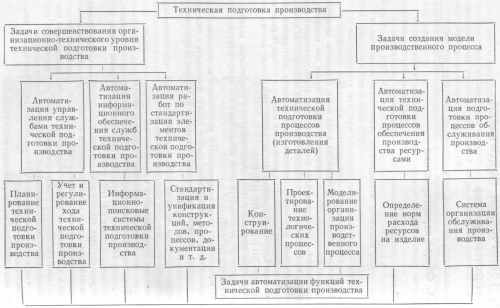
Функциональная схема технической подготовки производства
Основными направлениями автоматизации задач указанной подсистемы являются:
- управление службами технической подготовки производства, имеющее целью повышение эффективности планирования, учета и регулирования хода подготовки производства;
- автоматизация информационного обеспечения служб технической подготовки производства, имеющая целью сократить потери времени персонала служб на поиск различного рода данных, необходимых в процессе выполнения работ по подготовке производства;
- автоматизация работ по стандартизации элементов технической подготовки производства, имеющая целью унификацию конструкций, методов, процессов, документации и т. д., обеспечивающая повышение качества, снижение трудоемкости и сокращение сроков выполнения работ по ТПП.
Функциями технической подготовки процессов производства являются:
- разработка технологических процессов производства;
- разработка системы организации производственного процесса (определение последовательности изготовления элементов изделия во времени и пространстве и разработка решений, обеспечивающих их реализацию).
Объектами управления рассматриваемых функций являются: конструкция изделий, технология их изготовления, организация производства.
Функцией технологической подготовки процессов обслуживания производства является определение норм расхода ресурсов на единицу изделия.
Объектами управления этой функции являются основные и оборотные фонды предприятия, а также трудовые ресурсы.
Выделение функции технической подготовки процессов обслуживания производства связано с существующим делением производственного процесса на основное и вспомогательное.
Объектами управления рассматриваемой функции являются следующие процессы обслуживания основного производства:
- транспортные и погрузочно-разгрузочные работы; хранение и выдача материальных ценностей;
- поддержание оборудования и механизмов в работоспособном состоянии; изготовление и ремонт инструмента и оснастки; контроль качества материалов и полуфабрикатов; энергоснабжение производства;
- организационно-технологические работы (уборочные, комплектовочные, распределительные и т. д.).
В связи с наличием большого количества задач, комплексно решающих проблему автоматизации подготовки производства, следует выделить основные направления автоматизации, перечень которых приводится ниже:
- управление службами технической подготовки производства;
- информационное обеспечение служб технической подготовки производства;
- стандартизация технической подготовки производства;
- проектно-конструкторские работы;
- технологическое проектирование;
- нормирование расходов ресурсов;
- моделирование организации производственного процесса;
- техническая подготовка обслуживания основного производства.
Управление службами технической подготовки производства
Основной задачей этой подсистемы является организация воздействий на объект управления с целью достижения максимального сокращения сроков освоения промышленного производства новых (или модернизируемых) изделий при минимальных затратах трудовых и материальных ресурсов и при условии равномерной загрузки подразделений, участвующих в технической подготовке производства.
Она предназначена для рационального осуществления процесса технической подготовки производства во времени и пространстве, ее функции заключаются в автоматизации:
планирования технической подготовки производства; учета и контроля за ходом технической подготовки производства; анализа и регулирования хода технической подготовки производства.
Планирование подготовки производства охватывает:
- определение состава и объема работ подготовки производства;
- определение потребности в ресурсах на выполнение работ;
- определение исполнителей и распределение работ между ними;
- оптимизацию планов технической подготовки производства по заданным критериям;
- расчет календарных сроков выполнения работ каждым исполнителем;
- разработку планов технической подготовки производства по предприятию в целом и по предприятиям — исполнителям отдельных работ.
Учет и контроль за ходом технической подготовки производства предусматривает:
- учет сроков выполнения запланированных видов работы;
- учет расхода ресурсов на выполнение работ по подготовке производства;
- учет фактической трудоемкости работ по подготовке производства.
- Анализ и регулирование хода технической подготовки производства охватывают:
- анализ фактической трудоемкости работ;
- анализ влияния невыполнения отдельных работ в установленные сроки на ход всей подготовки производства;
- принятие решений для устранений отклонений от запланированного хода технической подготовки производства.
Перечень и характеристика задач по автоматизации управления технической подготовкой производства приведены в таблице ниже. Информационная модель увязки задач подсистемы приведена на рисунке:
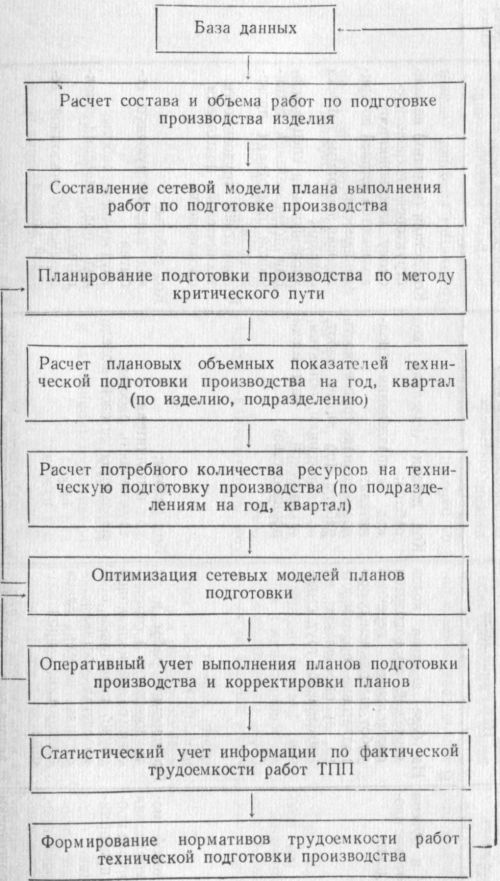
Информационная увязка задач автоматизации управления технической подготовкой производства
Задачи автоматизации управления технической подготовкой производства
|
Наименование задач |
Назначение задач |
Основные выходные показатели |
Основные входные показатели |
Примечания |
|
Расчет состава и объема работ по подготовке производства изделия |
На базе анализа кодов чертежей производится составление перечней работ, выполняемых при подготовке производства, и определение их нормативной трудоемкости |
Код детали (изделия); код работы; код подразделения-исполнителя; нормативная трудоемкость работы (по видам работ, подразделениям, объектам, технической подготовки производства) |
Код детали (изделия) по конструкторско-технологическому классификатору; количество деталей по применяемости; годовая программа выпуска изделий; численность и специализация подразделений технической подготовки производства; нормативы трудоемкости технической подготовки производства |
|
|
Оставление сетевой модели плана выполнения работ по подготовке производства (по предприятию) |
По перечню работ и их трудоемкости в соответствии со специализацией служб подготовки производства составляется сетевая модель плана подготовки производства |
Код работы; код исполнителя; трудоемкость работы; параметры сетевой модели |
Код работы; код предшествующего события; трудоемкость работы; код подразделения-исполнителя; параметры эталонной сетевой модели |
|
|
Планирование подготовки производства по методу критического пути |
В задаче вычисляются параметры сетевой модели по заданной топологии сетевого графика и нормативам выполнения работ |
Ранние (поздние) сроки начала и окончания работ; резервы времени; контрольные сроки выполнения работ, лежащих на критическом пути; трудоемкость работ; исполнители работ |
Код изделия; код работы; код предшествующего события; трудоемкость работы; код подразделения-исполнителя |
|
|
Расчет плановых объемных показателей технической подготовки производства на год, квартал (по изделию, подразделению) |
На базе данных о трудоемкости, контрольных сроках выполнения работ и закреплении работ за подразделениями-исполнителями рассчитывается объем работ по технической подготовке производства изделия по подразделениям и предприятию в целом на плановый период |
Код подразделения-исполнителя; код изделия; вид работ; объем работ (количество и трудоемкость) |
Код изделия; код подразделения-исполнителя; код работы; трудоемкость работы; виды работ |
|
|
Расчет потребного количества ресурсов на техническую подготовку производства (по подразделениям на год, квартал) |
На базе данных об объеме работ по подразделениям-исполнителям и нормах расхода ресурсов рассчитывается потребное количество ресурсов на выполнение работ по технической подготовке производства по подразделениям на плановый период |
Код подразделения-исполнителя; код работы; код изделия; вид ресурсов; потребность в ресурсах на плановый период; |
Код изделия; код подразделения; код работы; плановая дата окончания работы; трудоемкость работы; нормы расхода ресурсов |
|
|
Оптимизация сетевых моделей планов подготовки производства |
В задаче производится оптимизация сетевых моделей по критерию «время» |
Код работы; код подразделения-исполнителя; потребные ресурсы; срок выполнения работы; данные о загрузке подразделений |
Параметры исходной сетевой модели; ресурсы подразделений; директивный срок окончания технической подготовки производства |
|
|
Оперативный учет выполнения планов подготовки производства и корректировка планов |
Составление сводок о ходе выполнения планов исполнителями с указанием величин отставания |
Откорректированный план работ по технической подготовке производства; сводка о фактическом выполнении плана; работы, лежащие на критическом пути |
Код работы; код подразделения-исполнителя; дата; процент готовности работы |
|
|
Статистический учет информации по фактической трудоемкости работ технической подготовки производства |
Производится учет фактической трудоемкости работ технической подготовки производства по всем новым изделиям с целью последующего анализа и разработки нормативов трудоемкости работ |
Выдача для анализа систематизированных данных; код изделия; код работы; плановая трудоемкость работы; фактическая трудоемкость работы; |
Код изделия; код работы; плановая трудоемкость работы; фактическая трудоемкость работы |
|
|
Формирование нормативов трудоемкости работ технической подготовки производства |
На основе сопоставления данных фактической трудоемкости повторяющихся работ по технической подготовке производится формирование нормативов трудоемкости работ технической подготовки производства |
Код работы; группа сложности работы; нормативная трудоемкость работы |
Код изделия; код работы; плановая трудоемкость работы; фактическая трудоемкость работы |
Информационное обеспечение служб технической подготовки производства
Информационное обеспечение предназначается для своевременного, полного и точного представления работникам служб технической подготовки производства всей необходимой информации с целью выполнения ими своих функций.
В условиях постоянно растущих объемов производственной информации и увеличения числа ее потребителей эффективность информационного обеспечения служб технической подготовки производства может быть достигнута за счет разработки и внедрения поисковых и логических информационных систем.
Информационно-поисковая система предназначается для широкого применения с целью поиска ранее разработанных и апробированных вариантов конструкций изделий и их элементов, оснастки, технологических процессов, нормативов, а также для оперативного получения информации о патентах, стандартах, свойствах материалов, данных о комплектующих изделиях и т. п.
Информационно-поисковая система осуществляет следующие функции:
- определение источников информации;
- сбор и ввод информации;
- индексирование информации;
- поиск информации;
- вывод информации.
Информационно-поисковая система может функционировать в следующих режимах:
в диалоговом режиме, когда в каждый момент времени обрабатывается только один запрос потребителя, который можно оперативно корректировать, уточнять, расширять в процессе поиска;
в пакетном режиме, когда производится групповая обработка запросов с выдачей информации по каждому запросу.
Хранение, поиск и выдачу информации в системе следует реализовать по двухконтурному принципу.
Первый контур предназначается для выдачи потребителям по их запросам поисковых образов или адресов документов, а также отдельных фактов.
Второй контур предназначается для выдачи потребителям по запросам первичных документов или их копий. Составным элементом контура будет система микрофильмирования документов.
Информационно-поисковая система должна обеспечить возможность потребителю осуществить выбор:
- системы классификации и кодирования информационно-поискового языка;
- состава и объема информационного фонда;
- носителя входной информации (ПК, ПЛ, МЛ, МД) и формы ее представления;
- различных алгоритмов обработки информации;
- содержания и форм выпечатки выходной информации;
- носителя выходной информации (на печать, ПК, ПЛ, МЛ, МД, каналы связи, ЭЛТ).
В состав информационного фонда системы могут входить: научно-техническая информация (книги, журналы, статьи, прочие библиографические изделия, т. е. библиотечно-библиографическое направление);
- информация о патентах, авторских свидетельствах, рационализаторских предложениях;
- конструкторская документация о разработанных ранее изделиях, технологической оснастке и т. п.;
- технологическая документация (о разработанных и внедренных ранее технологических процессах);
- нормативно-техническая документация (стандарты, методические и руководящие технические материалы и т. д.);
- специализированные сведения справочного характера (например, свойства материалов, комплектующих изделий, элементы схем, конструкций и др.);
- документация делопроизводства, организационно-распорядительные документы (служебные письма и т. п.) и другие виды информации.
- По характеру выдаваемой на запросы информации каждый вид информационно-поисковой системы делится на следующие типы:
- документальные, в которых результатом поиска является выдача документов (его индекса и адреса в хранилище, копии);
- фактографические, в которых результатами поиска являются некоторый факт (факты) или конкретные сообщения по интересующему потребителя вопросу.
Состав и характеристика информационно-поисковых систем информационного обеспечения служб технической подготовки производства приведены в таблице далее.
Выбор объектов автоматизации
На выбор объектов автоматизации функций технической подготовки производства в разной степени влияет множество признаков, характеризующих предприятие как технико-экономическую систему.
Учитывая, что на конкретных предприятиях удельный вес отдельных функций может оказаться относительно малым и автоматизация их нецелесообразной, на предпроектной стадии разработки подсистемы технической подготовки производства на предприятии проводятся обследование и анализ существующей системы подготовки производства с целью выбора состава комплексов задач для формирования подсистемы технической подготовки производства предприятия.
При выборе объектов автоматизации необходимо учитывать следующие факторы:
- снижение трудоемкости работ; сокращение стоимости работ;
- сокращение сроков технической подготовки производства; повышение уровня организации и улучшение качества технической подготовки производства;
- создание предпосылок рациональной организации хода производственного процесса на предприятии;
- влияние информации, получаемой в результате автоматизированного решения задач, на формирование нормативной базы подсистемы технической подготовки производства;
- информационную связь данной задачи с другими задачами системы.
- Выбор объекта автоматизации производится в зависимости от требований производства:
- по временным характеристикам решения задачи (временная целевая функция);
- по решению комплекса взаимосвязанных задач на едином организационнотехническом уровне (технологическая целевая функция);
- по условию рационального распределения и использования затрат при рассмотрении объектов автоматизации (стоимостная целевая функция) определяют состав показателей, характеризующих условия необходимости и достаточности обоснованного выбора объекта.
Значение показателей, определяющих необходимое условие обоснованного выбора объекта автоматизации для временной целевой функции, следующее. При автоматизации решения отдельной задачи
где Тзад — заданное время обработки информации задачи в соответствии с директивными сроками или требованием решения задач в общем комплексе;
Ti — время преобразования информации на i-м этапе (с учетом возможного совмещения этапов обработки информации), определяемое режимом работы предприятия, частотой поступления данных и длительностью цикла обработки данных;
m — количество этапов обработки информации (регистрация, ввод, обработка, выдача решения).
При решении комплекса взаимосвязанных задач
где Ткр — время прохождения критического пути при получении результатов решения комплекса взаимосвязанных задач;
m — количество взаимосвязанных задач.
Задачи информационного обеспечения служб технической подготовки производства
|
Наименование задач |
Назначение задач |
Основные выходные показатели |
Основные входные показатели |
Приме-чание |
|
Разработка системы поиска информации в массивах конструкторской документации на изделие (по предприятию) |
Определение данных о конструкторской документации деталей, информация которых релевантна (т. е. ассоциирована) и удовлетворяет содержанию запроса потребителя системы |
Обозначение детали; наименование детали |
Обозначение детали; наименование детали; обозначение марки материала; обозначение типоразмеров материалов; код геометрической формы |
|
|
Разработка системы поиска информации в массивах документации делопроизводства |
Определение данных о документации делопроизводства (организационно - распорядительные документы, служебные письма и т. п.), информация которых релевантна содержанию запроса потребителя системы |
Обозначение документа; наименование документа |
Обозначение документа; наименование документа; краткое описание (реферат) содержания документа) |
|
|
Разработка фотографической системы поиска информации в массивах документации делопроизводства |
Определение информации об отдельных сведениях документов делопроизводства, релевантных содержанию запроса потребителя системы |
Обозначение документа; наименование документа; сроки исполнения |
Обозначение документа; наименование документа; описание содержания документа |
|
|
Разработка системы поиска информации в массивах технологической документации на изделие (по предприятию) |
Определение данных о технологической документации обрабатываемых деталей, информация которых релевантна содержанию запроса потребителя системы |
Обозначение детали; наименование детали |
Обозначение детали; наименование детали; код операции; обозначение технологической оснастки; модель оборудования; норма времени; расценка |
|
|
Разработка системы поиска информации в массивах конструкторской документации на технологическую оснастку (по предприятию) |
Определение данных конструкторской документации технологической оснастки, информация которых релевантна содержанию запроса потребителя системы |
Обозначение детали; наименование детали |
Обозначение детали; наименование детали; обозначение марки материала; обозначение типоразмера материала; код геометрической формы |
|
|
Разработка системы поиска информации в массивах технологической документации на технологическую оснастку (по предприятию) |
Определение данных о технологической документации обрабатываемых деталей, информация которых релевантна содержанию потребителя системы |
Обозначение детали; наименование детали |
Обозначение детали; наименование детали; код операции; обозначение технологической оснастки; модель оборудования; норма времени; расценка |
|
|
Разработка системы поиска информации в массивах применяемости технологической оснастки (по предприятию) |
Определение данных о применяемости индексов технологической оснастки, информация которых релевантна содержанию запроса потребителя системы |
Обозначение технологической оснастки; наименование технологической оснастки |
Обозначение технологической оснастки; наименование технологической оснастки; код конфигурации обрабатываемой детали; стоимость |
|
|
Разработка системы поиска информации в массивах научно-технической литературы и периодических изданий (по отраслям, теме) |
Определение названия и индексов научно-технической литературы и периодических изданий, информация которых релевантна содержанию запроса потребителя системы |
Индекс источника информации; наименование источника информации; факты, полезные потребителю системы |
Индекс источника информации; наименование источника информации; краткое описание (реферат) содержания источника информации |
|
|
Разработка системы поиска информации в массивах нормативно - технической документации и патентной литературы (по предприятию) |
Определение данных о нормативно-технической документации (ГОСТ, ОСГ и т. п.) и патентах, информация которых релевантна содержанию запроса потребителя системы |
Индекс источника информации; наименование источника информации |
Индекс источника информации; наименование источника информации; краткое описание (реферат) содержания источника информации |
|
|
Разработка фактографической системы поиска информации в массивах конструкторской документации (по предприятию) |
Определение конструкторских элементов деталей, релевантных содержанию запроса потребителя системы |
Обозначение детали; наименование детали; обозначение марки материала; обозначение типоразмера материала; код геометрической формы |
Обозначение детали; наименование детали; обозначение марки материала; обозначение типоразмера материала; код геометрической формы |
|
|
Разработка фактографической системы поиска информации в массивах конструкторской документации технологической оснастки (по предприятию) |
Определение конструктивных элементов деталей технологической оснастки, релевантных содержанию запроса потребителя системы |
Обозначение детали; наименование детали; марки материала; обозначение типоразмера материала; код геометрической формы |
Обозначение детали; наименование детали; обозначение марки материала; обозначение типоразмера материала; код геометрической формы |
|
|
Разработка фактографической системы поиска информации в массивах технологической документации технологической оснастки (по предприятию) |
Определение технологических характеристик деталей технологической оснастки, релевантных содержанию запроса потребителя системы |
Обозначение детали; наименование детали; код операции; обозначение технологической оснастки; норма времени; расценка |
Обозначение детали; наименование детали; код операции; обозначение технологической оснастки; норма времени; расценка |
|
|
Разработка фактографической системы поиска информации в массивах материалов и комплектующих изделий (по предприятию) |
Определение информации о свойствах, ценах, поставках и т. п. материалов и комплектующих изделий, релевантных содержанию запроса потребителя системы |
Обозначение материала (комплектующего изделия); обозначение марки материала; обозначение типоразмеров материала; цена материала (комплектующего изделия); поставщик; адрес поставщика |
Обозначение материала (комплектующего изделия); обозначение марки материала; цена материала (комплектующего изделия); обозначение марки материала; цена материала (комплектующего изделия); поставщик; адрес поставщика |
|
|
Разработка автоматизированной информационно-поисковой системы для поиска данных о режущем, мерительном и вспомогательном инструменте |
Обеспечивается многоаспектный поиск по запросам: данных о специальном инструменте; данных о стандартном (покупном инструменте) |
Код типа инструмента; основные размеры; марка материала режущей части; код конфигурации обрабатываемой поверхности; класс шероховатости поверхности; код обрабатываемого материала |
Код инструмента; номер чертежа или архивный номер; цена инструмента (для покупного) |
|
|
Разработка автоматизированной информационно-поисковой системы для поиска данных о технологических процессах |
По кодам чертежей выдается список (или изображения) деталей-прототипов. Вторая ступень информационно-поисковой системы выдает по дополнительному запросу параметры технологических процессов деталей |
Код конфигурации обрабатываемой детали; количество деталей на программу |
Код детали-прототипа; архивный номер чертежа; номер технологического процесса; маршрут обработки детали |
Условие  необходимое при выборе объекта автоматизации для технологической целевой функции, определяется следующими показателями:
необходимое при выборе объекта автоматизации для технологической целевой функции, определяется следующими показателями:
 — суммарные затраты, необходимые на преобразование информации
— суммарные затраты, необходимые на преобразование информации
задачи по i-операциям, возможные при неоднократном использовании данной информации в комплексе взаимосвязанных задач;
За —затраты на автоматизацию решения задачи.
Значение показателей, определяющих необходимое условие обоснованного выбора объекта автоматизации для стоимостной целевой функции, вычисляю! по формуле приведенных затрат, так как при сопоставлении нескольких вариантов выбор наиболее эффективного проводят по минимуму «приведенных затрат»;
Cj+EнKj=min
где Сj — стоимость решения задач по сравнимым вариантам;
Ен — нормативный коэффициент эффективности;
Kj — единовременные затраты по сравнимым вариантам.
Значение показателей, определяющих «достаточное» условие обоснования необходимости выбора объекта автоматизации, выражается следующими неравенствами:
Epr≥Eн
Tpr≤TOK,
где г—1, 2, 3 ... — соответственно для временной технологической и стоимостной целевой функции;
Eрч — значение расчетного коэффициента эффективности;
Ев — отраслевой нормативный коэффициент эффективности;
Трч — расчетный срок окупаемости единовременных затрат;
Тон — нормативный срок окупаемости единовременных затрат.
Порядок расчета показателей, характеризующих выбор объекта, производится в последовательности, представленной на рисунке ниже.
Экономическая оценка объекта автоматизации, совокупно соизмеряющая достигаемые результаты при автоматизации объекта, свидетельствует об экономической целесообразности выбираемого объекта, которая устанавливается в результате расчета экономической эффективности. Определению подлежит общая (абсолютная) экономическая эффективность, а при выборе вариантов решения задач — сравнительная экономическая эффективность, показывающая, насколько один вариант эффективней другого.
Предварительный выбор объекта автоматизации
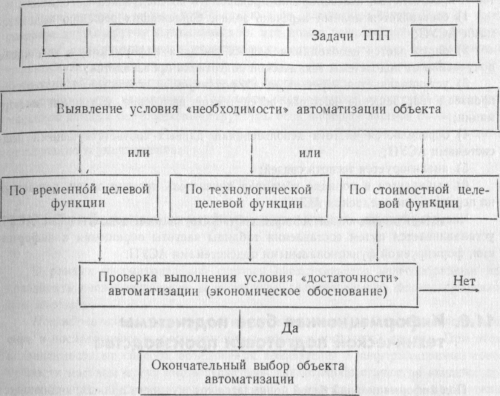
Последовательность работ по выбору объекта, подлежащего автоматизации в ТПП
Выбор первоочередных задач подсистемы технической подготовки производства
На стадии технической подготовки производства решается большой комплекс задач, призванных обеспечить функциональные службы предприятия всей необходимой в процессе решения управленческих задач информацией.
Задачи, решаемые в подсистеме технической подготовки производства, тесно взаимосвязаны, и без серьезного нарушения связей ни одну из них нельзя Рассматривать изолированно от всего комплекса задач, решаемых на стадии подготовки производства, хотя на определенном отрезке времени возможно сосуществование прогрессивных форм и методов решения отдельных задач с традиционными.
При этом правильный выбор задач, решаемых с применением ЭВМ и экономико-математических методов, на первом этапе функционирования АСУП определяет дальнейшее внедрение системы и способствует ее эффективному функционированию.
Выбор первоочередных задач, реализуемых подсистемой технической подготовки производства, целесообразно производить по следующей методике:
- составляется полный перечень задач, подлежащих решению подсистемами АСУП;
- определяется необходимая для их решения информация, в том числе получаемая от подсистемы технической подготовки производства;
- устанавливается перечень задач, реализуемых подсистемой подготовки производства, решение которых обеспечивает получение указанной информации;
- определяется частота использования данных соответствующими подсистемами АСУП;
- анализируется теснота связей;
- выбирается в порядке убывания показатель перечня задач, решаемых на первом этапе внедрения АСУП.
Частота использования данных соответствующими подсистемами АСУП устанавливается путем составления таблицы частоты обращения к информации, формируемой функциональными подсистемами АСУП.
Информационная база подсистемы технической подготовки производства
Под информационной базой понимается совокупность данных, являющихся исходными при решении задач технической подготовки производства, а также методов и средств их ведения.
Информационная база включает:
- информационные массивы, т. е. массивы данных, образующие содержание информационной базы;
- систему кодирования информации, являющуюся формализованным языком для ввода и обработки данных на ЭВМ, и программно-алгоритмические средства, обеспечивающие создание и функционирование информационной базы.
Информационная база системы должна удовлетворять следующим основным требованиям:
- возможность накопления и хранения значительных объемов массивов данных с целью многократного их использования для реализации функций системы и минимальное дублирование данных с целью повышения достоверности информации;
- обеспечивать полноту отображения исходных данных, т. е. должно быть реализовано комплексное рассмотрение вопросов организации входной информации, включая условно-постоянную и переменную;
- быстрый поиск массива в памяти и объекта внутри массива при решении задач системы в масштабе реального времени;
- разовый ввод информации, т. е. ввод исходных данных должен быть реализован в рамках системы;
- возможность получения необходимой информации независимо от того, в каких массивах эта информация хранится. Для этого данные из различных массивов, имеющие между собой какую-либо логическую связь, должны быть связаны друг с другом функционально. Это может быть достигнуто или путем создания так называемых ассоциативных сетей, моделирующих различные взаимосвязи данных из различных массивов, или путем создания общего массива данных, предназначенного для всей базы данных;
- возможность изменения в процессе эксплуатации структуры отдельных массивов данных без изменения структуры всей информационной базы;
- дублирование записей данных на различных носителях с целью их защиты от случайного уничтожения.
Требования к информационным массивам
В рамках рассматриваемой системы представляется целесообразным использовать последовательную и индексно-последовательную формы организации массивов.
Последовательная организация предусматривает размещение записей в массиве в последовательно расположенных ячейках машинной памяти. При этом в зависимости от способа объединения показателей в информационные совокупности массивы могут иметь структуру, аналогичную структуре входных документов, или образовываться из записей, в которых содержатся показатели, характеризующие некоторый объект и имеющие общие призначные реквизиты (регистровая форма). Документальную форму следует рассматривать как частный случай регистровой формы.
Индексно-последовательная организация предусматривает произвольное размещение данных массивов, а отношения между ними задаются посредством адресов связи.
Так как индексно-последовательный способ организации массивов позволяет наиболее эффективно использовать эксплуатационные возможности ЭВМ третьего поколения, снабженных запоминающими устройствами с прямым доступом, указанный способ организации массивов в рамках данной системы следует считать основным.
Применение индексно-последовательного способа позволяет формировать системы взаимосвязанных массивов, обеспечивающих произвольный доступ к данным, так называемых «банков данных».
В связи с тем, что информация, циркулирующая в рассматриваемой системе, по своему содержанию многоаспектна, т. е. описывает различные объекты и явления, характеризующие определенные функции подготовки производства и иногда не имеющие прямой взаимосвязи между собой, представляется возможным и целесообразным создание ряда самостоятельных «банков данных».
При выборе форм организации массивов в общем случае рекомендуются:
Данные, регистрируемые в существующих информационных системах предприятий в виде документов и используемые для решения какой-то одной задачи, хранить в массивах, построенных по документальной форме;
данные, для которых можно выделить понятие объекта со многими постоянными характеристиками и если при решении задач используется определенный набор указанных характеристик объекта, хранить в массивах, построенных по регистровой форме;
данные, описывающие некоторый объект со многими характеристиками, которые выбираются в процессе решения задач в произвольных сочетаниях, включать в массивы, построенные по принципу «банк данных», т. е. с индекснопоследовательной формой организации.
Приведенные положения относятся к массивам данных «постоянного хранения», т. е. к массивам, которые многократно используются в вычислительном процессе и ведение которых включает выполнение функции накопления, хранения и корректировки информации.
С целью сокращения объема и времени поиска данных для определенного класса задач, решаемых в реальном масштабе времени, целесообразно создание «частных (оперативных массивов)», формируемых на базе массивов «постоянного хранения».
Основными критериями выделения указанных массивов должны быть минимизация поиска данных, а также минимизация затрат, связанных с их созданием и выделением.
Требования к программно-алгоритмическим средствам
Программно-алгоритмические средства должны обеспечивать:
- автоматический выбор и запуск программных модулей, реализующих ввод, контроль и размещение вводимых данных в базе на основании значений их идентификаторов (имен);
- автоматическую актуализацию вводимых данных;
- автоматизацию создания базы данных и доступ к данным для реализации функций управления в режимах:
- дистанционного коллективного пользования без аналитической обработки данных;
- дистанционной пакетной обработки данных;
- местной пакетной обработки данных;
- выполнение заданий в мультипрограммном режиме как с постоянным числом задач, так и с переменным;
- автоматическую каталогизацию описаний объектов базы данных и программных модулей, обеспечивающих реализацию определенных функций управления;
- выполнение заданий как с описанием входного потока заданий, так и с каталогизированными описаниями, причем последнему режиму должно отдаваться предпочтение;
- язык доступа к данным, который должен быть языком, по терминологии близким к производственно-технологическому языку управления производством.
Выбор комплекса технических средств
Функционирование подсистемы технической подготовки производства основано на механизации и автоматизации решения инженерно-технических задач и задач управления технической подготовкой производства с применением технических средств, осуществляющих сбор, передачу и обработку информации.
В соответствии с функциональным назначением технических средств для реализации функций подсистемы могут использоваться средства:
технические средства, связанные в непрерывный технологический процесс обработки информации, образуют комплекс технических средств, который строится на следующих основных принципах:
- совместимость технических средств (кодовая, программная, техническая);
- агрегатируемость технических средств, обеспечивающая гибкость перестройки и наращивания комплекса технических средств для получения заданной производительности;
- соответствие производительности всех звеньев комплекса технических средств;
- максимальное использование производительности технических средств;
- надежность структуры комплекса технических средств и технических средств, входящих в комплекс технических средств.
Исходя из основных принципов построения комплекса технических средств определяются требования к структуре комплекса, номенклатуре и количеству технических средств, а также критерии выбора комплекса технических средств, сбора, передачи и представления информации; ввода-вывода данных, обработки информации; размножения и оформления информации; связи.
С точки зрения функциональных возможностей технические средства должны обеспечивать решение следующих типов задач:
- обработка больших объемов информации по сравнительно несложным алгоритмам (типа экономических задач и информационно-поисковых систем);
- обработка небольших объемов информации по сложным, логически разветвленным алгоритмам (задачи автоматизированного проектирования и конструирования).
Технические средства должны обеспечивать решение ряда задач в реальном масштабе времени (например, оперативный учет хода выполнения планов технической подготовки производства, поиск и отображение данных в информационно-поисковой системе, работа человеко-машинных систем проектирования).
Технические средства сбора информации должны обеспечивать дистанционный ввод в ЭВМ алфавитно-цифровых данных определенного формата и графической информации для информационно-поисковой системы и систем человеко-машинного проектирования.
Технические средства графического вывода данных должны обеспечить:
- возможность вывода чертежей, схем, графиков, альфавитно-цифровой информации по программе ЭВМ;
- возможность автономной работы по программам, записанным на машинеых носителях;
- возможность изменения масштаба изображения;
- способность использования документации или копий с нее непосредственно в качестве рабочей документации;
- вывод принятых в ЕСКД условных изображений.
Устройства подготовки программ к станкам с числовым программным управлением (ЧПУ) должны обеспечивать получение управляющих программ на носителях в кодах систем ЧПУ.
Устройства непосредственного управления станками от ЭВМ должны быть увязаны по кодам и параметрам сигналов с исполнительными устройствами станков с ЧПУ.
Выбор номенклатуры и количества технических средств
Выбор комплекса технических средств для рассматриваемой системы сводится к определению номенклатуры технических средств, расчету потребного их количества, а также к описанию связей между отдельными их частями, алгоритма машинного преобразования информации (структуры) и функционирования комплекса технических средств в подсистеме.
Построение комплекса технических средств должно наиболее полно отвечать основным требованиям преобразования информации в процессе функционирования подсистемы к условию максимальной эффективности комплекса технических средств.
Подготовка предприятия к внедрению подсистемы технической подготовки производства
Организация и внедрение подсистемы обусловлены разработкой и проведением мероприятий, связанных с выполнением следующих работ:
- созданием материально-технической базы;
- подготовкой информационной базы;
- усовершенствованием организационной и функциональной структуры предприятия и подготовкой кадров к работе в условиях функционирования подсистемы.
Выполнение организационно-технических мероприятий по созданию материально-технической базы подсистемы производится в такой последовательности:
- выбор номенклатуры и количества технических средств в соответствии с рекомендациями, приведенными выше;
- оформление заявки на приобретение комплекса технических средств;
- выделение и подготовка площадей для размещения ИВЦ и периферийной техники;
- приобретение, монтаж и пуск в эксплуатацию комплекса технических средств.
Усовершенствование организационной и функциональной структуры предприятия и подготовка кадров для работы в условиях функционирования подсистемы являются основными вопросами, от решения которых зависят сроки внедрения и эффективность функционирования подсистемы.
Мероприятия по усовершенствованию организационной и функциональной структуры предприятия и подготовке кадров разрабатываются на основе анализа существующей структуры и должны вытекать из задач подразделений предприятия в условиях функционирования подсистемы. Они включают вопросы:
- укомплектования штатов и подготовки персонала по эксплуатации и обслуживанию комплекса технических средств;
- уточнения функций и в случае необходимости проведения реорганизации структуры подразделений с учетом особенностей их работы в условиях функционирования системы;
- подготовки персонала служб технической подготовки производства для работы в условиях функционирования системы.
Мероприятия по подготовке предприятия к внедрению подсистемы разрабатываются на предпроектной стадии и после их утверждения подлежат выполнению как составная часть проекта подсистемы.